Proračun kvaliteta završne obrade kružne žage - OMER
Main menu:
- Maksimalni broj obrtaja reznog alata
- Odabir broja zuba kružne žage
- Proračun optimalnog prečnika kružne žage
- Proračun kvaliteta završne obrade kružne žage
- Proračun prečnika nadstolnog glodala
- Proračun optimalne brzine nadstolnog hw glodala
- Proračun prečnika glodala
- Proračun kvaliteta završne obrade glodala
- Proračun optimanlnog broja obrtaja glodala
- Proračun broja sječiva glodala
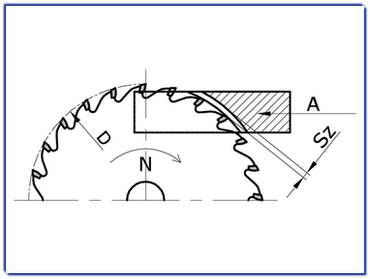
Proračun kvaliteta završne obrade kružne žage
Tabela za izračun optimalnog kvaliteta završne obrade, ovisno o brzini protoka obradnog materijala, broja zuba, i broja obrtaja kružne žage.
Za izračun optimalnog kvaliteta završne obrade kružne žage, možete nam poslati zahtjev s podacima. Odgovorićemo Vam, bez ikakve vaše obveze, u kratkom vremenu. Inače možete koristiti tabelu, prema navedenim primjerima u nastavku.
Kvalitet obrade Sz (μm) |
||||||
Uzdužni rez na mekom drvetu |
Poprečni rez na mekom drvetu |
Tvrdo drvo |
Iverica |
Vezano drvo |
Furnirani materijal |
Aluminijum i plastika |
0,20- |
0,10- |
0,06- |
0,10- |
0,05- |
0,05- |
0,02- |
Primjer 1:
Ostvariti kvalitet površinske obrade Sz = 0,15 za obradu tvrdog drva, pomoću kružne žage sa brojem zuba Z = 48, brojem obrtaje N = 2000 1/min i brzinom protoka materijala A = 15 m/min.
Od tačke na vertikalnoj liniji (broj zubi) Z = 48 slijediti liniju do presjeka dijagonale (broj okretaja) N = 2000 1/min. Nastaviti okomito do druge dijagonale (brzina protoka materijala) A = 15 m/min, a zatim vodoravno do desno vertikalne linije (hrane po zub) Sz = 0,15 mikrona.
Primjer 2:
Odrediti broj zubi kružne žage potrebnih za ostvarivanje kvaliteta površinske obrade Sz = 0,02 um za obradu iverice s plastičnom prevlakom, pomoću kružne pile s brojem obrtaja N = 3000 1/min i brzinom protoka materijala A = 5 m / min.
Od tačke na vertikalnoj liniji (kvalite površinske obrade) Sz = 0,02 um slijediti liniju do presjeka dijagonale (brzina protoka materijala) A = 5 m/min. Nastaviti okomito do druge dijagonale (broj okretaja) N = 3000 1/min, a zatim horizontalno do lijeve vertikalne linije (broj zubi) Z = 84.